In recent years, composite repairs have been gaining greater acceptance among asset owners and equipment operators—not only because these repairs provide an engineered, durable and affordable alternative to replacement, but also because they comply with international engineering standards.
Two-part component composite repair systems typically comprise a resin material and a reinforcement sheet that can be tailored for application onto pipeline, pipework and vessels in pressurized services.
Suitable applications for this type of repair include large-diameter pipelines and components such as bends, flanges, valves, and reducers among others. Others include piping above or below ground, joints, valves, gaskets, fittings, etc.; pressurized vessels and tanks; and some of their components such as saddles, main body connections, supports, nozzles and tees.
How Two-Part Composite Repair Works
Because the composite repair system must form a bond with the damaged substrate, it relies on the adhesive quality of the resin for some of its strength. Epoxy-based resins can be used as base material for two-component composite repairs due to their excellent adhesion, mechanical properties and erosion corrosion resistance.
In this regard, epoxies are superior to other non-metallic resins such as polyurethane, methacrylate, alkyd, vinyl, and polyester-based resins. (Alkyd resins are examined in the article An Overview of Alkyd Resins.) In composite repair application, the resin is also used for wetting the reinforcing sheet with the intention of eliminating wicking/capillary failure modes along the fiber strands of the reinforcing sheet.

Figure 1. A rigorous series of external and in-house tests were conducted on Superwrap II against ISO, EN, and ASTM standards.
The reinforcement sheet provides strength to the repair and hoop strength where required. These sheets are typically made of carbon, glass fibers or a combination of both. Carbon reinforcement sheets are costly, more rigid, and difficult to cut, design and apply in comparison with glass fiber reinforcement. However, a combination of glass fiber and carbon reinforcement provides mechanical strength while delivering a certain degree of flexibility for better long-term thermal cycling performance.
Governing Standards for Composite Repair
As mentioned before, the growth in acceptance and usage of composite repair systems is inherently related to the availability of standardizing documentation. Two of these standards, ASME PCC-2 and ISO/TS 24817, are detailed as follows:
- ASME PCC-2 “Repair of Pressure Equipment and Piping”
Article 4.1 of this standard provides the requirements for the repair of pipework and pipelines using a qualified non-metallic repair system. It defines repair systems as those fabricated of a thermoset resin used in conjunction with glass or carbon fiber reinforcement among other allowed materials. Likewise, it provides guidance in assessing defects stemming from external corrosion involving structural integrity damage or not, internal corrosion and leaks. Furthermore, it covers all the methodology to follow for designing such repair systems, along with some other design considerations such as external loads, cycling loading, fire performance, electrical conductivity, cathodic disbondment and environmental compatibility.
- ISO/TS 24817 “Petroleum, Petrochemical and Natural Gas Industries – Composite Repairs for Pipework – Qualification and Design, Installation, Testing and Inspection”
This standard displays all the requirements and recommendations for the qualification, design, installation, testing and inspection of external applications of composite repairs to pipework suffering from corrosion or other source of damage, most commonly presented in the oil and gas industry. This standard defines composite repair laminates as those with carbon, glass, polyester or any other similar sort of reinforcement material in a polyester, vinyl ester, epoxy or polyurethane matrix. The standard also provides mathematical guidance in assessing external and internal corrosion problems with or without structural integrity damage.
While both standards supply extensive information and guidance on how to design, apply, test and inspect composite repairs systems, there are certain differences in calculation engines and considerations. For instance, ISO/TS 24817 allows for the design of repairs onto more complex geometries such as damaged clamped surfaces, bends, T-shaped piping, reducers, flanges and cylindrical vessels among others. On the other hand, the ASME standard does not explicitly consider the repair expected lifetime in the design equations. (For a further discussion, read Installation Methodology for Compliant Composite Repairs.)
System Design Qualification
The composite repair system to be qualified consisted of fluid-grade epoxy resin and a reinforcement sheet in compliance with the definition of composite laminates/repairs provided by ASME PCC 2 and ISO 24817 standards.
Resins were engineered to be a two-component polymeric 100% solids system consisting of an epoxy phenol Novolac base and an amine solidifier. Such a combination provided superior adhesion and mechanical strength when compared to other functional polymeric groups such as polyurethane, methacrylate, alkyd, vinyl and polyesters. Epoxy phenol Novolac resins also form highly cross-linked matrices that display high temperature and chemical resistance.
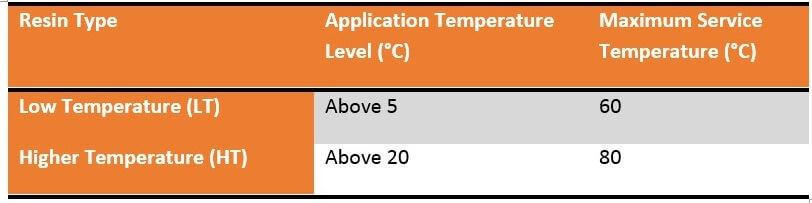
Because epoxy-based resins tend to cure slowly or very quickly at low and high temperature levels respectively, two types of resins were designed, as shown in Table 1. The use of two types of resins facilitates application of the composite system in different environmental conditions:
- Low Temperature Resin (LT): This resin was engineered for applications at ambient temperature levels above 5°C (41°F) with quicker cure rates than traditional epoxy-based systems. LT reinforced resin, for instance, cures in 48 hours for full service if applied at 5°C. LT resins are recommended for equipment working at temperature levels of up to 60°C (140°F).
- Higher Temperature Resin (HT): This resin was engineered for applications at ambient temperature levels above 20°C (68°F) with extended working life. HT resins, for instance, display working lifetimes of up to 25 min at 40°C (104°F). HT resins are recommended for equipment operating at temperature levels of up to 80°C (176°F).
Table 1: Low & Higher Temperature Resins
The selection of appropriate reinforcement sheet material was based on mechanical strength, degree of elasticity and ease of use (wetting, cutting, wrapping). Several reinforcement fabric types—including glass, carbon, polyester, Kevlar® and Dyneema®—were considered.
Polyester was found to be very flexible and of low density, but it had the lowest tensile strength and modulus of all the aforementioned fibers. Kevlar is a registered trademark for a specific type of aramid synthetic fibers. When Kevlar is spun, the resulting fiber has a tensile strength of about 3,620 MPa and a relative density of 1.44 (Quin, J.). However, Kevlar requires special cutting tools and it was not found to be as strong as carbon fibers.
Dyneema has yield strengths as high as 2.4 GPa and specific gravity as low as 0.97, but it has low compressive strength and is very costly. Carbon has the highest tensile modulus of all the above fabric types (Kop, D.), but it was found to be the least elastic and has poor performance against compression loads.
Glass, on the other hand, is easy to cut, transparent and fairly inexpensive. The transparency of glass fibers would allow the applicator to readily identify areas with insufficient resin, but glass was found to have the lowest tensile strength and modulus when compared to Kevlar fibers.
After carefully considering the benefits and drawbacks of each fabric, it was decided to use a hybrid of carbon and glass reinforcement fibers woven together. The percentage by weight and orientation of the glass/carbon weave must be designed to maximize the benefits of each fiber type, combining physical and mechanical properties with application ease.
Furthermore, the reinforcement sheet would be available in three different sizes to facilitate the application for the repair of piping elements exhibiting complex geometries such as tees, flanges and reducers among others. By using this hybrid reinforcement sheet in conjunction with HLT and HT resins, the two-component system was expected to yield an optimized balance of mechanical strength, optimum adhesion and flexibility.
Qualification of such systems is required for compliant application onto pipework. A rigorous series of external and in-house tests were carried out against ISO, EN and ASTM standards. For some tests, composite slabs were prepared using LT and HT resins reinforced with three wraps of resin-wetted reinforcement. For others, actual carbon steel spools of known dimensions and specific defects were repaired in accordance to ISO 24817 requirements. Testing details are summarized below.
Table 2: Testing Details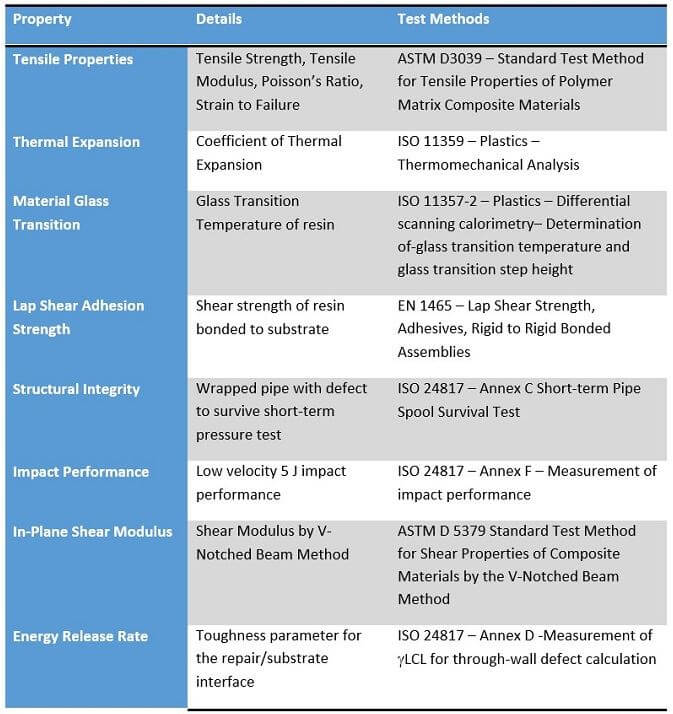
Several results worth mentioning are displayed as follows. (Learn about various ways to measure strength in the article 6 Tests to Measure a Material's Strength.)
Table 3: Testing Results 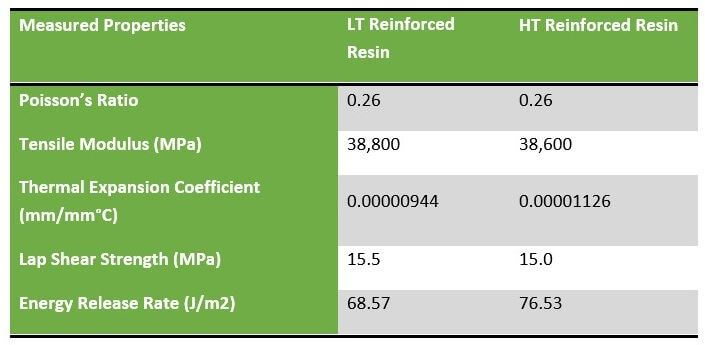
Poisson’s ratio is the negative ratio of transverse to axial strain derived when a material is compressed in one direction and, as a result, it expands in the other two perpendicular directions to the original load direction. Poisson’s effect has a considerable influence in pipeline systems under pressure. Internally generated circumferential stresses tend to cause the pipe to slightly increase in diameter while becoming shorter. Hence, any composite repair used to restore mechanical strength to a pressurized pipe system must be able to cope with these stresses in similar ways to the pipe itself. Reported Poisson’s values for the two-component resin/glass-carbon reinforcement composite systems were close to carbon steel’s Poisson’s ratio, commonly calculated in the 0.27-0.3 range (Eng. Toolbox). This means that such a composite repair will react similarly to the carbon steel substrate onto which it is applied upon compression or tension loads.
Tensile or Young’s modulus is a measure of the stiffness of a certain material. Reported Young’s Modulus for the two-component resin / glass-carbon reinforcement composite system is a high value, implying that the repair will retain an extremely high level of stiffness and bending moments. Also, experience has shown that an elastic modulus of at least 6,895 MPa is a good benchmark for predicting the in-situ performance of a composite repair (Alex. C).
Thermal expansion coefficient in solid materials describes how the size of a material changes with a change in temperature while the pressure is held constant. Thermal stresses cause metals to expand and contract when exposed to high and low temperature levels respectively. Hence, any composite repair used to restore mechanical strength to metallic substrates must be able to cope with thermal stresses in the same or a similar way to the substrate itself. Reported coefficients for the two-component resin / glass-carbon reinforcement composite system were very similar to that of steel, approximately 0.00001 mm/mm°C (Eng. Toolbox). This means that the repair and the substrate will expand and contract at a similar rate, minimizing the mechanical stresses to the repair/substrate bond line caused by differential thermal expansion or contraction.
Energy release rate is a measure of the toughness of a composite repair, and it is related to the amount of energy required to cause failure at the composite repair/substrate bond line when repairing a through-wall defect. This value is then used to characterize the adhesion between the composite repair and the substrate. Mathematically, the value is also utilized for determining the minimum composite repair thickness required for applications onto through-walled substrates.
During short-term pressure survival testing, carbon steel spools with a defect of known dimensions were rebuilt by using a composite repair designed to provide the original yield strength. The yield pressure of the undamaged spool was calculated to be 39.2 MPa. A repair was then engineered to restore the pipe to this original pressure.
The repair was applied to specification and the pipe was pressurized up to 39.2 MPa without failure. This demonstrated that the two-part composite repair had performed as designed. Pressure was then increased to determine where a yielding would occur, whether in the repair or in the original pipe. At around 42 MPa, the pipe clearly yielded, outside of the repair area. This is factual evidence that not only had the composite repair returned the pipe to its original strength, but it had also made the defect area stronger than the original pipe section.
Summary
All the above properties and survival testing results must be quantitatively provided for the composite systems to be in compliance with ISO and ASTM standards. These compliant composite repairs rely not only on a pre-qualified material and pre-defined mathematical design, but also on competent application craftsmanship.
In a second article, we'll address how to provide compliant application of a two-part composite repair system, such as the one described here.
***
Consulted Literature:
- (ASME PCC 2): ASME PCC-2 “Repair of Pressure Equipment and Piping”
- (Alex. C): Alexander Chris, Fancini Bob; “State of the Art Assessment of Composite Systems Used to Repair Transmission Pipelines” Proceeding of IPC 2006, 2006
- (ISO 24817): ISO/TS 24817 “Petroleum, petrochemical and natural gas industries composite repairs for pipework-qualification and design, installation, testing and inspection”
- (Quin, J.): Quintanilla, J. (1990). "Microstructure and properties of random heterogeneous materials: a review of theoretical results". Polymer engineering and science: 559–585.
- (Kop, D.): Kopeliovich, Dmitri “Carbon Fiber Reinforced Polymer Composites”
- (Eng. Toolbox): The Engineering Toolbox, www.engineeringtoolbox.com