Throughout the automotive industry there is an increasing interest in lightweight construction materials to achieve better fuel economy and meet regulatory requirements. Most automotive manufacturers make use of recent advancements in high-strength steels, ultra-high-strength steels, aluminum alloys, magnesium alloys and composites. Historically, aluminum has been popular because it provides excellent corrosion resistance compared to the traditional iron and steel. This article will explore the pursuit of even lighter materials, which may or may not provide equally good corrosion resistance.
Magnesium Corrosion and Corrosion Protection Solutions in the Automotive Industry
Magnesium is the lightest engineering metal used for structural applications. However, the growth of magnesium in the automotive sector has been relatively limited due to the poor corrosion resistance of magnesium and its alloys. Magnesium has the lowest (least noble) electrochemical potential of any of the metals used for automotive parts. Compared to aluminum, which is also a reactive metal, magnesium has a porous and unprotective surface oxide layer that does not provide passivation from corrosion.
A major step for improving the corrosion resistance of magnesium alloys was the introduction of high purity alloys, but that does not change the galvanic corrosion problems that occur when magnesium is in contact with another metal and an electrolyte. (Learn more about galvanic corrosion in the article Why Do Two Dissimilar Metals Cause Corrosion?)
The use of a barrier coating is one possible solution to prevent magnesium alloy corrosion. However, barrier coatings also have the potential to create unfavorable anode/cathode area ratios at coating defect sites. Previous experience has indicated that most current organic coatings or epoxy-based coatings cannot permanently prevent the penetration of an aqueous electrolyte into the underlying magnesium substrate. Once an aqueous electrolyte reaches any magnesium substrate, the corrosion reaction can initiate without the need for oxygen and result in hydrogen generation. Hydrogen will then result in the formation of blisters beneath the coating and eventually compromise the corrosion protection system.
The corrosion engineer is usually not involved in the early stages of automotive design, which is typically more focused on finite element analysis (FEA) for structural requirements and flow simulation for the casting process. To address the above issues, the following key points should be considered:
- In the short term, the development of a robust, self-healing, affordable and environmentally friendly coating system for magnesium alloys should be a priority. The coating system should have scratch resistance and meet existing industry requirements, such as GMW/SAE/ISO-related standards. To be economically competitive, an ideal target cost should be below $1 USD/m2.
- In the longer term, a corrosion-resistant magnesium alloy should have a corrosion rate less than 0.1 mm/year (typically after 7 days immersion in 3.5 wt% NaCl solution) or have a corrosion performance equivalent equal to or better than competitive aluminum alloys (such as Silafont 36, A356, or even AA5xxx and AA6xxx alloys) in industry-standard corrosion tests. This may be achieved by adding alloying element forms to promote corrosion resistance or promote the development of a dense passive film on the surface.
- Surface coatings can widen the range of possible automotive applications for magnesium. Plasma electrolytic oxidation (PEO) as a surface coating is a solution for automotive engineers designing and specifying automotive components and sub-assemblies. PEO's unique technology uses an electrolyte bath and plasma with three distinct stages that form a ceramic-like duplex coating on magnesium alloys. The process can be adjusted in each stage to create tailored coatings for precise needs. The multi-layered coating's top layer is also highly porous and can incorporate the contents of the electrolytic bath in the surface coating to include additional properties.
Carbon is used as a reinforcing phase in carbon-fiber reinforced polymer composites (CFRP). CFRPs are attractive to engineers because they possess a high specific strength and are lightweight materials for automotive applications.
Fiber-reinforced composites alone are considered corrosion resistant. However, when joined with metals, this can create corrosion issues. CFRPs are electrically conductive and electrochemically very noble. Therefore, when a metal or alloy is inappropriately joined with CFRPs (such that there is an electrical connection), the metal is susceptible to galvanic corrosion. (For more information, read Galvanic Corrosion of Metals Connected to Carbon Fiber Reinforced Polymers.)
When coupled with a fastener, bolt or nut, the situation worsens because a large surface area of the CFRP is coupled to small metallic parts. In these circumstances, the rate of galvanic corrosion may be accelerated due to a high cathode to anode surface area ratio (Ac/Aa).
The galvanic corrosion of metals coupled to carbon composite materials has been reported since the 1970s. However, the appropriate materials and the appropriate design of material joining methods have yet to be determined.
The ongoing demand for CFRPs in automotive applications requires further systematic study of the galvanic corrosion between carbon fiber composites and automotive engineering materials, including a range of steels (with a range of surface treatments) and numerous aluminum alloys. Especially important is the influence of different material combinations, geometries and joining methods on the subsequent corrosion intensity.
Galvanic Corrosion for the Mixed Materials Strategy at the Body in White Stage
The body in white (BIW) stage refers to the step in automotive manufacturing in which the body’s components have been joined together. Traditionally, a whole vehicle is made from mixed materials that are sequentially attached to a predominantly steel body during final assembly. To achieve an even lighter vehicle with higher stiffness, a more complicated “hybrid” of different materials is required for the body's structure. (Related reading: What New Materials Science Studies Suggest About Corrosion Control in the Future.)
The Cadillac CT6, which is General Motors’ first vehicle made from mixed materials, incorporates several grades of steel sheet, aluminum sheet, castings and extrusions as show in Figure 1. Other vehicles, such as the Chevrolet Malibu, also follow the similar trend.
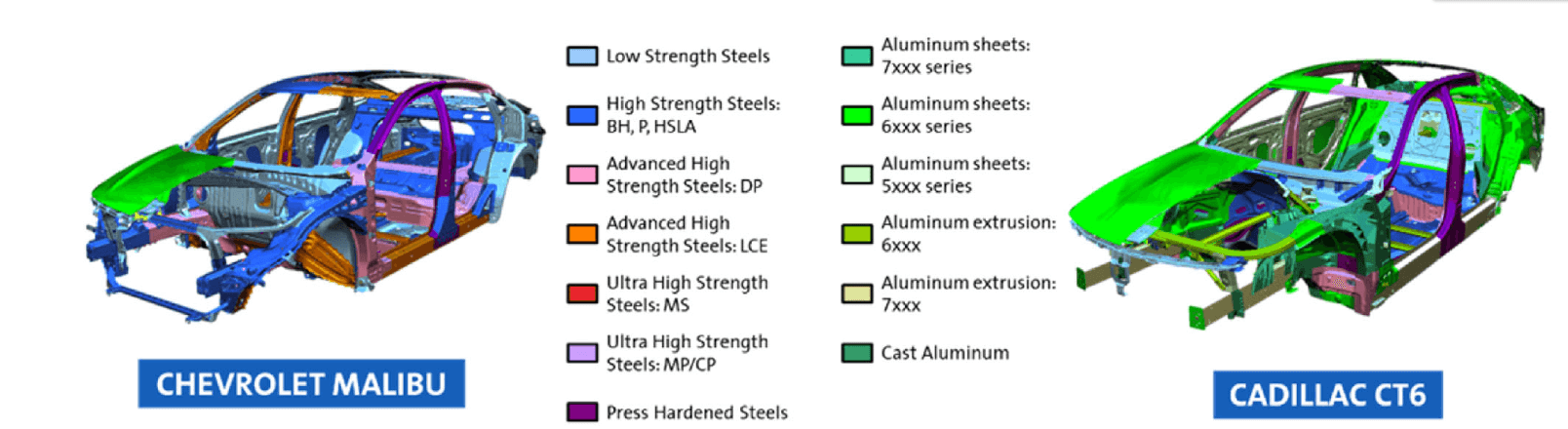 Figure 1. Mixed materials body-in-white for Chevrolet Malibu and Cadillac CT6
Figure 1. Mixed materials body-in-white for Chevrolet Malibu and Cadillac CT6
Source: Corrosion avoidance in lightweight materials for automotive applications
The dissimilar materials and alloys create challenges in terms of galvanic corrosion and their different coefficients of thermal expansion. Numerical simulation methods have demonstrated the potential to predict galvanic current distribution.
In automotive applications, the material can be considered to be under a thin film of an electrolyte environment. Therefore, the corrosion behavior (and galvanic corrosion behavior) will be complex due to the electrochemical system and the conductivity path constantly evolving or changing.
Recently, a thin film model was developed by a software company to simulate galvanic corrosion under a thin film electrolyte, with a logical further pursuit being the widespread experimental validation of such models. The initial study has been promising, indicating the prospect of predicting salt spray test results at the component level. With further development, such combined modeling-experimental approaches may be useful in order to simulate the total current and potential distribution of an entire mixed materials vehicle.
Simulation Offers an Easier Approach to Modeling Corrosion
Corrosion modeling allows an engineer to anticipate the likelihood of corrosion of any component over a given period of time. Parameters such as relative humidity and salt load density can be input as parameters. The simulation results can be compared against the actual salt spray tests to check the life of the coating in terms of corrosion resistance and also to check the correlation of results.
The Future of Corrosion Protection Inspired by New Technologies
Vehicles are now incorporating a significant number of "smart" functions such as tire pressure monitoring and other intelligent diagnostic systems that have become an industry standard. It can therefore be expected that a corrosion monitoring system may be achieved in the future. For example, appropriate sensors, capable of real-time monitoring of the corrosion rates at critical locations, could potentially provide warnings before system failure.
In addition, machine learning and artificial intelligence may collect field corrosion data and conduct remote data analysis to generate a more accurate lab-to-field correlation. This is critical and relevant to the broader field of corrosion, which can complement and augment the experience of individual engineers.