For millennia, humans have practiced the art of joining metals. Early welding consisted of forge welding, which involved heating and hammering. By the end of the 19th century, arc welding and other techniques began to surface. The history of stick welding can be traced back to the 1800s when Sir Humphry Davy successfully created an electrical arc between two carbon electrodes.
In 1881, a French electrical engineer, Auguste De Meritens, used an electrical arc to join lead plates. Following this, De Meritens filed a patent for the carbon electric torch — a precursor to stick welding as we know it today.
Since then, stick welding has continued to evolve, finding its place in many industrial applications.
What is Stick Welding?
Stick welding, also known as shielded metal arc welding (SMAW), manual metal arc welding (MMA) or flux shielded arc welding, is an electric arc welding process. This technique uses a combination of electricity and consumable rod-shaped electrodes (welding rods) coated in a flux material to create the welded joint.
An electric current is sent through the electrode to form an electrical arc between the electrode and the metal workpiece. This arc melts both the electrode and the metal.
The result is a mixture of molten metals (the weld pool) consisting of material from both the electrode and the metal workpieces. The metal from the electrode is termed filler metal, while the metal from the workpiece is referred to as the base metal. Because the electrode melts to form part of the welded joint, stick welding is classified as a consumable electrode process.
As the arc heats the electrode, some of the flux coating also disintegrates, releasing protective gases that help to shield the weld from atmospheric contamination. This, in turn, also stabilizes the electrical arc at the tip of the electrode. The other portion of the molten flux coating covers the molten weld pool with a slag layer that protects and shapes the weld as it solidifies. The illustration below provides an illustrative overview of the stick welding process.
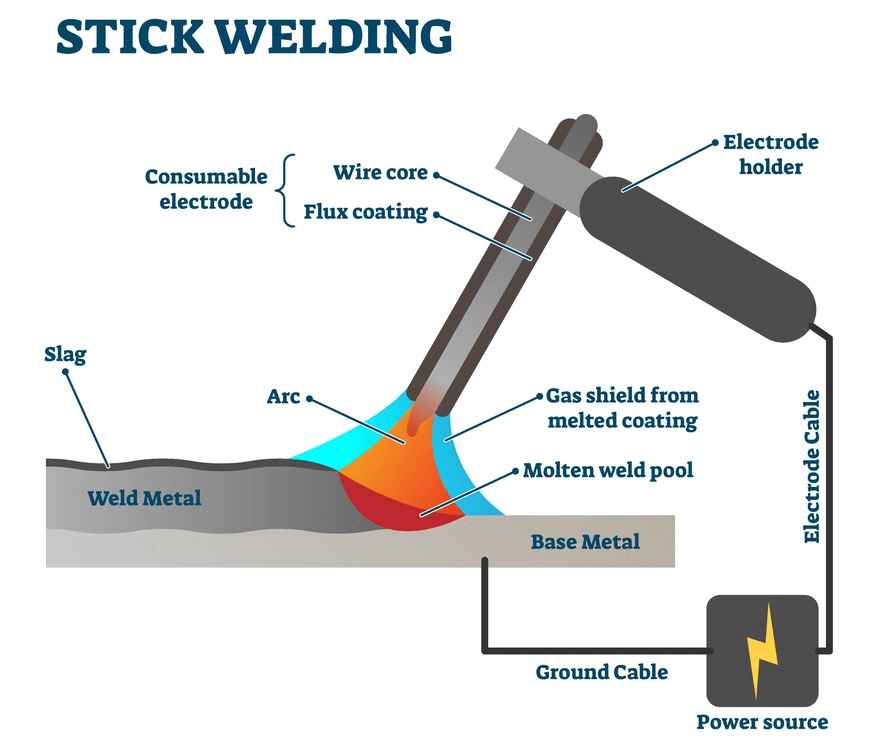
Figure 1. Overview of the stick welding process.
Understanding the Stick Welding Process
During stick welding, two insulated wires are connected to the welding machine/power source. One wire is attached to a clamp, which in turn is connected to the metal workpiece. The other wire is connected to an electrode holder, which is simply a clamp-like device that grips the electrode rod.

Figure 2. Consumable welding electrode rods. Various types are available for different base metals.
The electrode is brought into contact with the base metal, thus completing the circuit. The electrode is then pulled back slightly to initiate the electrical arc. This arc, which is a region of intense heat, melts both the electrode and the metal, causing parts of the electrode to fuse with the base metal.
As mentioned before, the flux covering on the electrode also breaks down as a result of the arc, giving off protective vapors that secure the welding process. Flux slag also floats to the top of the weld pool to shield it against contamination. Once this molten slag solidifies, it is carefully chipped away to reveal the finished weld underneath.
Stick welding may be performed using either an alternating current (AC) or direct current (DC) power source. DC, however, is the preferred polarity for stick welding because it offers several advantages, including smoother and more stable arcs, fewer outages, less weld spatter and easier overhead welding. DC stick welding can be further subdivided into DC electrode negative (DCEN) and DC electrode positive (DCEP).
In DCEN, also known as straight polarity, the electrode lead is connected to the negative terminal, and the workpiece is connected to the positive terminal. DCEN stick welding offers a high weld deposition rate but has less penetration.
Conversely, in a DCEP (or reverse polarity) setup, the electrode lead is connected to the positive terminal, while the workpiece lead is connected to the negative terminal. This polarity provides a more stable arc and provides a higher level of penetration into the metal.
The Advantages and Benefits of Stick Welding
One of the main advantages of stick welding is its built-in protective gas feature. The electrical arc reacts with the flux coating on the electrode to produce its own shielding gases. This eliminates the need for additional equipment, such as gas cylinders and regulators. As such, stick welding equipment setups are simplified and more portable than other welding methods. This makes stick welding ideal for welders that require greater levels of mobility.
Simplified equipment also means that the time for welding startup is drastically lower than other methods like tungsten inert gas (TIG) and metal inert gas (MIG) welding. For stick welding, the main components are the power source, wire leads and the electrodes.
Stick welding is also renowned for its versatility. There are numerous types of electrodes for different base metals and applications. Therefore, a welder can have several rods on hand for stainless steel, nickel, aluminum, etc. This means that welders can be prepared for almost any type of job at a moment’s notice.
Some Limitations of Stick Welding
One of the biggest disadvantages of stick welding is the amount of skill required to produce the perfect weld. The final weld properties are heavily dependent on how the operator positions and moves the electrode. As such, the quality of the weld is heavily dependent on the skill and technique of the operator.
The striking of the arc, in particular, can be problematic for most beginning welders. Proper orientation of the electrode in relation to the workpiece is essential to prevent the electrode from fusing with the base metal. If this happens, the workpiece can heat up very rapidly, resulting in a poor-quality weld. The electrode should be held at an angle lower than the workpiece to allow the weld pool to flow out of the arc.
Like other welding processes, corrosion at the welded joint can occur if the proper precautions are not taken. Factors such as welding sequence, technique, environmental contamination and cracking can encourage corrosion formation. Several preventative measures, including proper surface preparation, appropriate weld design and surface coatings, need to be considered prior to welding to minimize corrosion in the weldments. (For more on this topic, read An Overview of Welded Joint Corrosion: Causes and Prevention Practices.)
Stick welding is also slower than other welding techniques. During this process, operators must periodically chip away the protective slag left behind by the flux coating to reveal the final weld. This operation, while essential, adds to the overall welding time.
Additionally, because stick welding consumes the electrode during use, only short lengths of welds can be achieved before the electrode needs to be replaced in the electrode holder.
Final Thoughts
Stick welding is one of the first and most popular welding techniques. Its versatility, portability and overall cost-effectiveness make it the preferred welding method in many industries. Despite these benefits, stick welding is more difficult to master than some other welding methods. Operators must, therefore, be well-trained to deliver welds that meet the required standards.