Artificial lift is considered the backbone for maximizing the productivity from oil wells. There are several types of artificial lift pumps, including are sucker rod pumps, gas lift, hydraulic pumps, progressive cavity pumps, jet pumps and electric submersible pumps (ESP).
The selection of a suitable type of artificial lift is based on the reservoir profile, which are parameters such as water production, sand production, solution gas-oil ratio and surface area available at the surface. Due to its capability in handling huge volumes of oil, electrical submersible pumps are one of the most familiar types of artificial lifts in the industry. However, due to the harsh nature of the well environment, ESP operators are faced with many operating challenges. This article will explore those challenges and a variety of potential solutions.
Operating Challenges Found in the Oil & Gas Industry
Operating challenges that often lead to costly repairs or replacement of ESPs are high quantities of sand formation, corrosive wells, scaling, asphaltenes and paraffin deposition.
The natural presence of sand and other solids results in an abrasive fluid that induces wear on the wetted surfaces of the ESP. One possible solution is to lower the fluid velocity, but it is not ideal as it can lead to lower volumes and a reduction in monetary revenue.
Corrosive operating condition also threatens the reliability of pumps. A corrosive environment can arise from high-temperature and saline conditions with an elevated concentration of carbon dioxide and hydrogen sulfide.
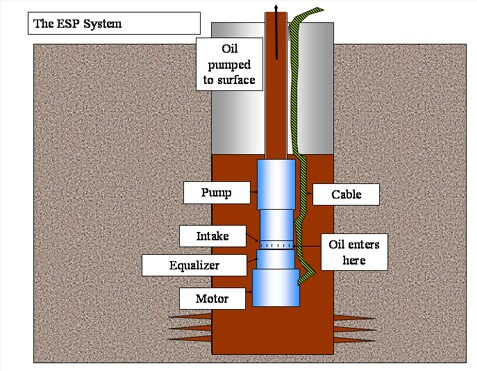
Figure 1. An electric submersible pump. (Source: Burney, CC BY-SA 3.0, via Wikimedia Commons)
Case Study of Localized Corrosion in an Electric Submersible Pump (ESP)
In 2014 a failure analysis was performed on bolts (made from Monel K-500) that serve to support and join critical components of an electrical submersible pump. The component was located in a stagnant area of saline solution that promoted localized corrosion.
The experimental results concluded that pitting corrosion was the primary cause of failure. (Related reading: Pitting Corrosion in Oil and Gas Wells and Pipelines.) Fracture surfaces displayed an initial zone of intergranular fractures promoted by pitting corrosion and a propagation zone with transgranular fractures due to mechanical load.
High concentrations of sulfur (S) and chlorine (Cl) were identified on the corrosion layers, revealing that an aggressive electrochemical reaction occurred. Under these layers, small pits of 10–30 micrometers in depth were found. It was determined that the pits started the cracking paths that eventually became complete fractures.
A Variety of Solutions for ESPs
Maximizing the long-term productivity of a well requires solutions that are customized to the well—its production profile, fluid composition, temperature and pressure—and chemical treatments that mitigate the challenges.
Sand Solutions
In some cases, proper material selection can be sufficient to extend the equipment's service lifetime in high-solids environments. Abrasion-resistant tungsten carbide-flanged sleeves and bushings can decrease both radial wear and down thrust. (Related reading: Flange Corrosion Repair & Protection: Isolating the Sealing Face.)
Abrasion-resistant inserts can further help protect the internals of the pump from abrasive wear. With these materials of construction, the pump can be expected to withstand the well’s highly abrasive downhole conditions. Run time can typically increase by up to 800% compared to the run life of non-abrasion-resistant pumps.
Mitigating Scale Deposition
Scale deposition occurs when the solution equilibrium of the water is disturbed by pressure and temperature changes. Scale deposits are the most common and most troublesome damage problems in the oil field and can occur in both production and injection wells. Scale deposition can cause a loss in production, pressure reductions and premature failure of downhole equipment.
A combination of a scale-resistant coating and a scale inhibitor can prevent the formation of scale deposits such as calcium carbonate. The continuous treatment injection rate can be adjusted based on scaling tendency results determined from a scale and water analysis. A scale-resistant coating together with a scale inhibitor can keep the scale in a liquid phase and safely flowing through the ESP system.
Controlling Corrosion in Electrical Submersible Pumps
The best corrosion mitigation strategy for ESPs in corrosive environments include the combination of proper metallurgy, protective coating, corrosion inhibitor and biocide treatment. Abrasion resistant and corrosion resistant alloys may suffice for some wells but other more corrosive wells may require incorporating a corrosion inhibitor system.
Wells with high CO2 and/or H2S require continuous injection of a corrosion inhibitor. The proper inhibitor product and the required concentration are selected through laboratory testing. The inhibitor must maintain its efficacy under the operating temperatures and stress experienced by the component.
An on-going monitoring system can be installed to adapt the dosage requirement should production conditions change. A monitoring system that can provide a fast response time such as electric resistance (ER) is recommended.
Minimizing Asphaltene and Paraffin Impacts
Paraffins are as a class of i-alkanes and n-alkanes characterized by a long hydrocarbon chain attached via single bonds. Paraffin deposition is a major problem in which the deposition of the unwanted substance causes an increase in the pressure drop.
Mitigating asphaltene and paraffin challenges requires proper materials of construction for the pump’s seals and/or applying a paraffin inhibitor-chemical treatment. Inhibitor selection must take the following factors affecting wax inhibition performance into consideration: flow regimes, temperature and wax content.
Under laminar flow the solid deposit will result in a low-paraffin content wax. While in a turbulent flow, the deposit solid will have a high-paraffin content wax deposit. When the temperature increases, the deposited wax mass decreases while the critical carbon number increases.
Future Advancements
Because operators are looking to optimize production, service providers must innovate to improve the efficiency of the artificial lift and chemical treatment systems. Automated solutions and remote surveillance and control are one area of major advancement. Real-time platform communication enables fast collaboration between engineers and operators with real-time diagnostics and analytical capabilities. Informed operators are able to make decisions with fewer trips to the field, thus reducing downtime. (For more ideas, read Top Corrosion Mitigation Technologies to Watch for in 2021.)
On the chemical treatment front, remote chemical automation and tank monitoring services improve efficiency with minimal human interaction. Chemical pumps can be programmed to automatically adjust the chemical feed rate based on the changes in downhole conditions. In addition, chemical usage in a storage tank can be wirelessly monitored from any secure internet connection.