In the petrochemical industry, corrosion under insulation (CUI) in pipeline systems consumes a significant percentage of the maintenance budget. A large portion of this money is spent on expensive items such as external piping inspection, insulation removal and re-installation, painting and pipe replacements. CUI prevention strategies provide long term and reliable prevention of CUI that move towards reduced inspection and maintenance piping systems and significant maintenance cost reductions (For more about CUI, read Corrosion Under Insulation: The Challenge and Need for Insulation.)
Thermal Sprayed Aluminum Coatings
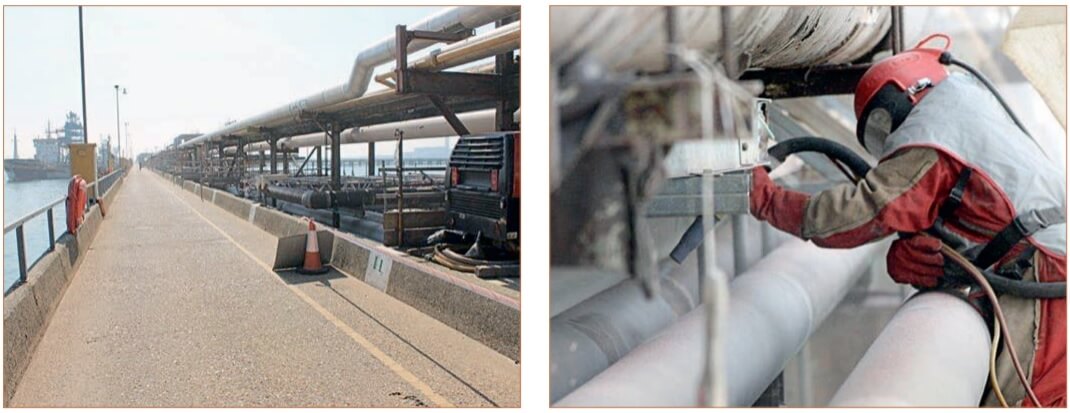
Coating with thermal sprayed aluminum (TSA), using flame spray equipment is one method that a number of operators within the petrochemical industry have adopted. TSA is found to be a cost effective solution compared to other systems when reviewed over the lifetime of the facility. One of our customers has an ongoing program for applying TSA at a petrochemical plant, as a solution for the long-term protection against atmospheric corrosion and CUI. One specific project is a three-quarter mile long marine jetty pipeline that is used for the transportation of lube oil and is exposed to the harsh marine environment. Other TSA projects on this site have included a full range of pipes and vessels, including work on live operating plant.
Surface Preparation by Abrasive Grit Blasting
To ensure the success of the thermal spraying process, the preparation of the pipeline surfaces is critical. For this project the pipeline surface was prepared by grit blasting with garnet to give a sharp angular profile for the TSA to bond to. As part of the QA/QC process, the blast profile was regularly checked using Testex tape to ensure it meets the required 75-125 micron specification. (Discover the advantages and benefits of this method in the article Replica Tape: A Source of New Surface Profile Information.) The grit blasted surface was then given a visual inspection, using 10x magnification, to check the surface cleanliness and finish. The pipes are also given a ‘tape test’, which checks for dust contamination of the blasted surface. The tape sample is then visually inspected against white and black backgrounds for signs of dust particles. The final quality test is a salt contamination test. Using a small flexible container a minimal amount of testing solution is applied and agitated on the surface of the blasted pipe. This solution is then checked for the presence of salt using a test kit pipette. Once all of these tests have been passed the pipelines are ready to be thermal sprayed with aluminum.
Thermal Spraying with a Flame Spray System
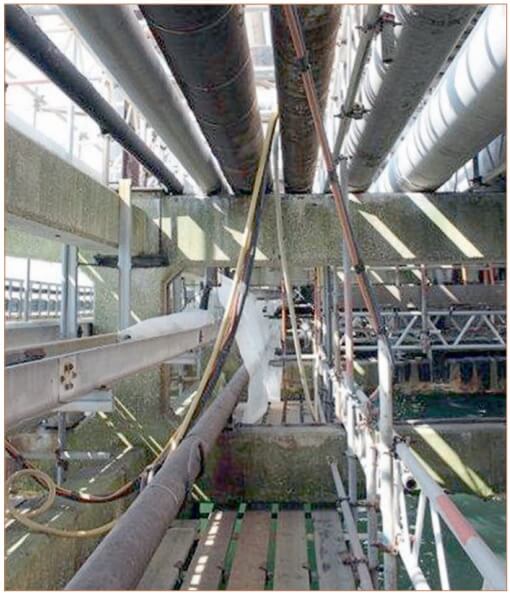
In this project the gas bottles and compressor were situated in a remote supply area, which gave easy access to the gas cylinders and enabled manifolding for fewer cylinder changes. In elevated applications such as vessels and towers, the cylinders can remain on the floor while the spray system is elevated tens of meters. This situation therefore requires less complex scaffolding as the heavy bottles are not scaffold mounted. The 30-meter supply package, consisting of gas, oxygen and air, was fed from the overhead supply area down to the control panel. The spray pistol is then a further 10 m (32 ft) away from the control panel. This setup allows around a 60 m (200 ft) length of piping to be sprayed without having to move the cylinders and air compressor, giving significant productivity benefits in a very difficult environment.
The contractor on this specific job site is using two Metallization MK73 flame spray systems in different spray locations. Once the blasting and inspection is completed, the TSA application starts. Typically, blasting and inspection is completed in the morning taking approximately four hours. The TSA is applied in the early afternoon for around three hours and the final sealant application at the end of the day. The TSA is applied with a methodical work pattern with the pipe topside coated first, then the underside. The long supplies package allows the sprayer and wireman to move freely around the worksite in the most efficient manner to suit the specific area.
The MK73 deflected extension is perfect for those difficult to access areas commonly found at petrochemical sites and has been designed specifically for this application area. It comes in three lengths, 150mm, 300mm and 450mm. The extension unit can spray directly forward or at a deflected angle up to 90º by varying the deflector air pressure. The deflection nozzle can also be rotated through 180° to allow spraying in a 360° arc around the pistol. The long supplies system provides flexible working conditions, particularly useful when spraying the underside of the pipes.

Following the application of the TSA, the pipelines in this specific application were sealed with an aluminum pigmented silicone (Intertherm 50) sealer, which was applied until full penetration was achieved. In some CUI related environments, no sealer is applied, especially where the spray area is operational and hot.
During the application of the TSA the operators periodically checked the coating thickness using a dry film thickness (DFT) gauge and made appropriate corrections along the way. The specification for this particular job was 250-500 microns. The QA/QC Inspector for the project also checked and recorded the coating thickness throughout the process. To support the QA/QC process the spray operators produced witness plates on a daily basis, which were then tested for adhesion to ensure it met the minimum 1000 psi – 6.9 MPa coating thickness. Audit bond strength testing was also carried out periodically on the actual sprayed pipe sections.
Thermal spraying involves the projection of small molten metal particles onto a blast prepared surface. Upon contact, the particles flatten onto the surface, freeze and mechanically bond, firstly onto the blasted substrate and then onto each other, as the coating thickness is increased. To create the molten particles, a heat source, a spray material and an atomization/projection method are required; in this instance the customer opted for the flame spray process.