Steel pipelines are widely used in various industries for transporting liquids, gases and hazardous fluids over a large distance. The pipeline surfaces are often coated to provide a protective barrier. However, the pipeline's coating might erode over time, bringing the product in contact with the surface of the pipeline and ultimately resulting in corrosion. To anticipate and prevent a catastrophic failure, non-destructive testing (NDT) methods are often employed. Among the various methods, ultrasonic testing is one of the most efficient and easiest to perform. (For an overview on other methods, read The 4 Best Nondestructive Inspection Methods for Corrosion Under Insulation.)
The Electromagnetic Transduction of Ultrasound
Ultrasonic waves are acoustic waves with frequencies greater than 20 kHz. Conventionally, ultrasound is generated in a specimen by using a piezoelectric crystal. The ultrasound is transmitted to the specimen via a coupling medium (liquid or dry couplant). For this method to work efficiently, the surface must be cleaned prior to the transmission of the ultrasound acoustic waves. Consequently, the overall time required to properly scan the pipeline will be large, and the process is very tedious.
An electromagnetic acoustic transducer (EMAT) generates ultrasound via an electromechanical coupling. The ultrasound is generated within the specimen via the Lorentz force mechanism. Using this method, a direct contact with the sample is not required for EMATs to work, thus eliminating the time otherwise required for surface cleaning. This facilitates a rapid inspection of pipeline assets.
Components of Electromagnetic Acoustic Transducers (EMATs)
An EMAT sensor for generating and receiving ultrasound consists of two main components:
- A current-carrying coil
- A permanent magnet
The EMAT is placed over the specimen in which the ultrasound needs to be generated, as shown in Figure 1. Figure 2 shows the components and generation mechanism of EMATs.
Figure 1. Generation of ultrasound with EMAT.
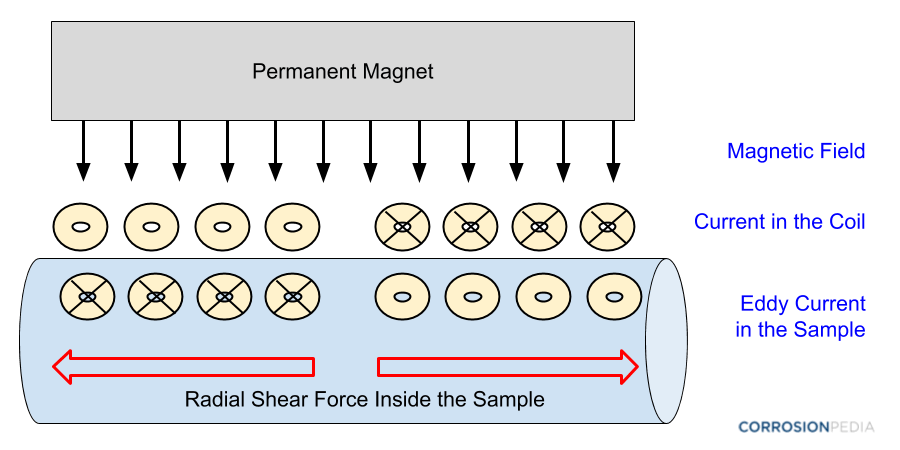
Figure 2. Components of EMATs and ultrasound generation mechanism.
An AC current is fed to the current-carrying coil at the desired frequency. The fluctuating AC current in the coil will generate loops of eddy current within the conducting specimen, which is governed by Faraday’s Law of induction. A bias magnetic field from the permanent magnet induces a magnetic field inside the sample. This magnetic field interacts with the eddy current to create a Lorentz force (a similar principle is used in electric motors). The generated Lorentz force triggers the motion of charged particles in the specimen. These charged particles, which are in motion, collide with the crystal lattice and result in ultrasound propagation.
The polarization of the generated wave depends on the direction of the Lorentz force. Hence, when using EMATs it is easy to generate the desired wave mode by changing the orientation of the permanent magnet and the current-carrying coil.
How EMATs are Used to Conduct Pipeline Inspections
Various modalities of inspection can be employed using EMATs. Bulk waves are used for localized measurements. Guided waves are used for long-range inspection. (Learn more in the article Guided Wave Ultrasonic Testing for Non-piggable Pipelines.)
In both cases, the measurement principle is based on the time-of-arrival of the reflected wave. For example, when using bulk waves for measurement on a pristine sample, the reflection will come from the pipeline's bottom wall at a specified time. If the specimen is corroded (i.e., a wall loss in the material wall thickness), then the reflected wave from the boundary arrives early. Similarly, if there is a crack in the specimen, there will be a reflection caused by the crack. This reflection from the crack will arrive before the boundary reflection. Thus, based on the arrival times of the waves, the presence of cracks or corrosion can be detected. (Test your knowledge with our QUIZ: Pipeline Crack Inspection.)
Robotic Inspection of Pipelines
An in-situ inspection is often cumbersome due to hazardous and challenging environments. Also, manual inspection of pipelines is very time consuming, costly and might result in many health hazards. In such cases, automated ultrasonic testing using robots or drones capable of deploying sensors can be used. EMATs are attractive for such applications because they are non-contact and do not require any coupling. Also, because the pipelines conventionally employed are lengthy and large in size, the transducers are mounted on a robotic platform to swiftly perform the inspection.
Advantages of EMATs over Piezoelectric Transduction
Because the ultrasound is generated within the specimen, using EMATs has several unique advantages compared to piezoelectric transduction.
EMATs are a non-contact technique
This is one of the main advantages of the EMAT transducer. The non-contact nature means that EMATs can be used to inspect components where the application of a couplant is not possible—for example, inspecting parts that are very hot or very cold.
Surface cleaning is not required
EMATs generate ultrasound within the sample. A significant implication of this is that the specimen’s surface need not be cleaned prior to inspection. Thus, even specimens whose surface is rough or covered with coatings, an oxide layer, dirt or a liquid or non-conductive coating can be inspected. This makes EMATs suitable candidates to deploy in harsh environments. Furthermore, integrating these sensors on the robotic platform facilitates rapid inspection.
Easy to generate different and unique wave modes such as shear-horizontal modes
The construction of EMATs are relatively simple as shown in Figure 2. By placing the magnet and coil in various orientations, desired wave modes can be generated. This is a tedious task with the conventional piezoelectric technique because the wedges should be made at a specific angle to generate the desired wave mode.
Limitations of EMATs
The disadvantages of EMATs include the following.
Low transduction efficiency
A disadvantage of EMAT is its low transduction efficiency. This is due to the electromagnetic transduction process, where the input energy is lost in the form of heat. As a result, the signal-to-noise ratio (SNR) is low. Hence for the efficient operation of EMAT, it requires high power input and specific electronics to improve the signal.
The specimen must be conducting
EMATs works on the principle of the Lorentz force, as explained in Figure 2. To generate a Lorentz force, the material needs to be conducting so as to support an eddy current. For example, in the case of PVC pipes, EMATs cannot directly generate ultrasound from it. However, by using a conductive tape (such as aluminum foil or copper foil), an ultrasound can be generated. Here, the ultrasound will be generated in the conducting foil using EMATs, and it is then transferred to the PVC pipes. Nevertheless, this still makes the whole mechanism a contact process, which adversely affects the speed of inspection.
Conclusion
The non-contact nature and versatility of EMATs make them an attractive component of robotic ultrasonic inspection. The EMAT sensor can be deployed to detect corrosion, cracks and pipeline coating thickness. However, using EMATs is a relatively new technique, and its potential is yet to be fully explored. The main issue when deploying EMATs for pipeline field inspections is the requirement for a high-power input source and specific electronics to improve the signal-to-noise ratio. Research is underway to develop low-power systems for EMATs.