Driven by a need for increased coating life where new ultra-high-build (UHB) coating technologies are used, surface profile is a regular topic of conversation with contractors and inspectors. There are many inconsistencies in the industry with profile requirements for these super-thick coatings.
The traditional thought has been: “The thicker the coating, the higher the profile required.” On the other hand, the rule of thumb is to have no more than one-third surface profile height compared to the total coating thickness. Coating data sheets and customer specifications often conflict, and there seems to be little understanding of what is best practice. (For more on this topic, see Questioning Current Methods in Defining Proper Coating Surface Profile.)
In an attempt to understand the effect of surface profile height on the adhesion of UHB epoxies, Blast-One International tested one coating on steel panels with different profile heights and different total coating thicknesses. This research is described below.
By looking at the findings of this and other studies, and comparing them with traditions in the industry, it is easy to see where misunderstandings can occur with protective coatings contractors. Coatings contractors have much on their minds while on project sites. Surface profile and surface cleanliness are so important; as the old saying goes, “A coating is only as good as the surface preparation.”
With that in mind, it is time to pay attention to the surface preparation as a whole.
Surface Profile Measurement
We have some evidence to clarify the effect of high or low surface profile and to clear up the myth that a higher surface profile is necessary to increase coating adhesion. This study is a start to increase our understanding and reduce confusion on best practices for surface profile.
Many coating product data sheets call for surface profiles of 75–100µm. Others call for 38–50µm surface profile for a very similar coating type. Why should this be? To start to understand this, we need to first look at why we create and measure surface profile on steel surfaces. It comes down to two main reasons:
- Abrasive blasting creates peaks and valleys, thereby increasing the surface area to provide a better bond between the coating and steel substrate. We have always thought that an acceptable increase in surface area was about 33%. More recent studies have shown that it is more likely to be 16–18%, but this is still being verified by independent testing.
- The assumption is that by blasting the surface, some cleaning will take place, which will remove contaminants that would impede adhesion between the coating and the substrate.
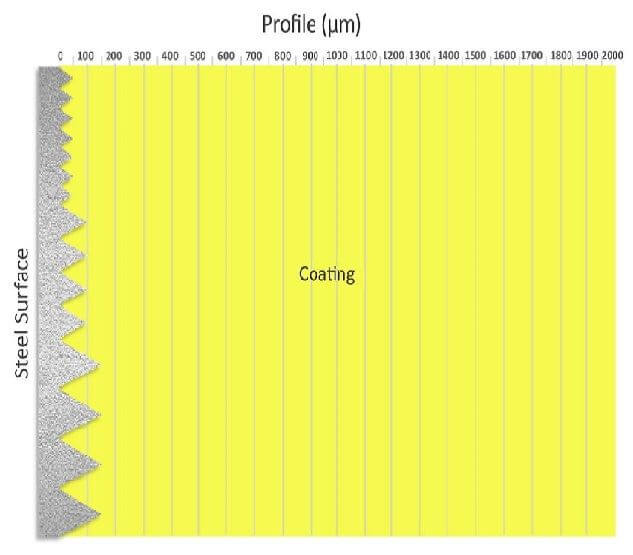
Surface profile is also known by other names, such as anchor pattern and surface roughness. Classifications of surface roughness include maximum roughness depth (R-max); roughness average (R-a); and total peak to valley profile height (R-t). For the technically minded, the coatings industry has typically measured R-t, which is the total height from the lowest valley to the highest peak in a given area.
The R-t measurement has some limitations because it is affected by rogue peaks, but it is a generally accepted method of measuring the surface profile in the coatings industry.
Figure 1 – Surface Profile:
The author experienced these issues firsthand, early in his career, on a new-build project for an unmanned offshore gas platform. The specification called for a 75–100 micron profile based on a specification of a 3,000 micron UHB epoxy coating to be applied to the splash zone. Their client’s representative said, “If the range in the specification is 75–100 microns, I want closer to 100 microns.” In other words, more is better. Of course the contractor said, “Yes, sir!”
Incidentally, the inspector had his own measurement challenges and insisted that the profile was only 33 microns. I witnessed the client spending tens of thousands of dollars to achieve a profile that appeared to be unnecessary to achieve the right surface for the coating to be applied. (Discover one way to measure surface profile in the article Replica Tape: A Source of New Surface Profile Information.)
Another confusing aspect of surface profile is units of measurement. For example, some coatings suppliers in Australia ask for a profile of 88 microns. Eighty-eight microns is an unusual number, which appeared simply from the conversion from mils or thous (thousands of an inch) to microns. In other words, 3.5 mils equals 88 microns.
Imperial vs. Metric
Many of the specifications and data sheets that we use today are converted from the United States, where Imperial units like mils/thous (1/1000 of an inch = 25.4 microns) are commonly used. When we measure profile and the specification has been converted from an Imperial standard (for example 2.5 mils) to the equivalent metric standard (i.e. 63 microns), it’s a little bit like comparing analogue time with digital time.
Figure 2 – Lost in Translation?

If we say, “I’ll see you at half past 2,” and in reality the meeting started at 2:26 or 2:34, no one would really mind. But if it is digital and you say the meeting starts at 2:30, in that case 2:29 is early, and 2:31 is late.
Applying that rationale, one of the most common methods for measuring surface profile is Testex replica tape. If the specification calls for 3 mils and the actual reading is 2.75 mils, it is only 1 increment away on the gauge face and the inspector may say, “It is close enough; I’ll pass it.”
But if you have the same reading in microns, and the specification says it must be 75 microns (3 mils is about 75 microns), and a reading of only 69 microns is achieved (the equivalent to 2.75 mils), that reading hasn’t even got a 7 on the front and the inspector may be likely to say, “No, it’s a fail. It needs to be re-blasted to get a higher profile.”
These challenges that confront the industry are merely pointed out as areas that leave clients, contractors and inspectors in a position where they feel that they need to make their own interpretation. They are making on-the-spot decisions, all with good intent, but these decisions may have the hidden effect of unnecessarily costing someone, often the contractor, a lot of money.
Studies In Surface Preparation
In the past decade, five studies have been performed in the field of surface preparation that are pertinent to our discussion. Although the research projects referenced were not conducted specifically for this exact issue, they contain results that are of interest and relevance around the question of whether higher surface profile (topography) increases coating adhesion. (For more on this topic, see: Questioning Current Methods in Defining Proper Coating Surface Profile.)
Study One
In 2006, CTI Consultants undertook blast testing with different grades of garnet. Four different grades were used. Some of the results of the research are shown below and there is no clear indication of any difference in coating adhesion across three different types of coatings, whether they are applied on a 30-micron profile, through to a 60-micron profile.
Figure 4 – Adhesion versus surface profile of three coating types:

Study Two
In 1983, Corrosion Control Consultants and Labs, working with the Michigan Department of Transportation, concluded that there have been more coating failures due to excessive profile than low profile. Bear in mind that this is in contrast to no profile. The test assumed that the steel had been blasted to create profile, but the profile was low.
Study Three
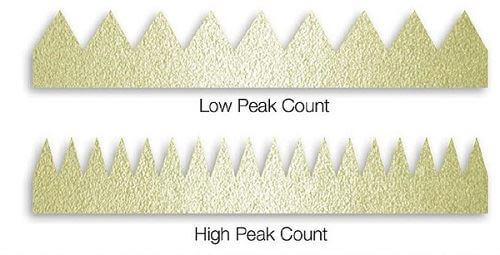
In 2005, authors Roper, Werner and Brandon investigated the effect of the peak and valley count in the profile, commonly called the peak count. This is simply a measurement of the number of peaks and valleys in the profile. There are two outcomes from their research:
- Across different profile heights, there was no differing effect on adhesion
- The peak count has no effect on adhesion
It is generally assumed that to increase the peak count, you must have a smaller profile because you are using a smaller abrasive. In addition, it is a general belief that a consistent profile height will provide better coating performance. A higher peak count generally means a low surface profile reading.
Study Four
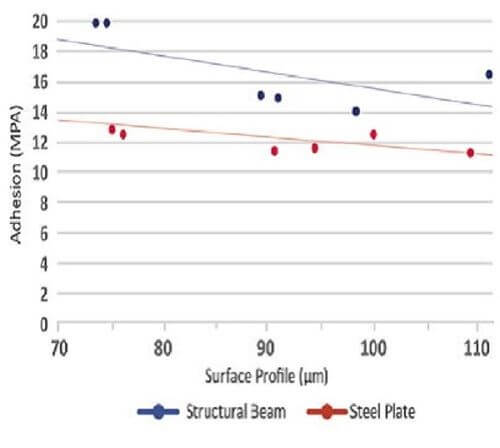
In 2011, Extrin Consultants looked at the adhesion of coatings over surfaces blasted with six different abrasives. This is extensive research with a large database of results. In those results, there is no correlation of greater coating adhesion being achieved on a surface with higher surface profile.
Figure 5 – Two Surface Types, Adhesion vs. Surface Profile:
Study Five
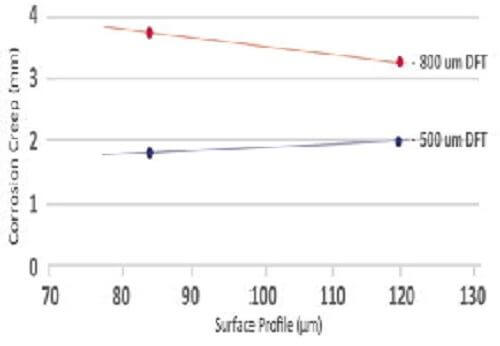
In 2008, Darren Ward from International Paints in the UK investigated profile shape—that is, the profile produced by angular grits versus rounded steel shots. He concluded that there is no significant difference in performance when comparing different grades of shot or grit.
Figure 6 – Corrosion creep according to ASTM 05894:

Figure 7 – Corrosion creep according to ISO 20340 A:

Figure 8 – Corrosion creep according to NACE:
Blast-One Research
To test whether profile height affects adhesion, we used a single abrasive type to a universally accepted cleanliness of blast. The same coating (a solvent-free epoxy) was applied in three different coating thicknesses to three different profile heights. We used Testex tape to measure the surface profiles.
Results are shown in the following tables with surface profiles of 25 microns, 75 microns and 125 microns surface profiles across and utilizing dry film thickness of 250 microns, 500 microns and 1,000 microns.
Figure 9 – Test Results:

Figure 10 – Adhesion vs. Surface Profile of Solvent-Free Epoxy:

It is very interesting to note that a 1,000-micron coating on a 25-micron surface profile had very similar adhesion results to a 250-micron coating on a 125-micron surface profile. This leads us to conclude that there is no noticeable correlation and verifies that there is no statistical relationship between profile height and coating adhesion.
Our results also showed the limitations of utilizing Testex tape over a wide range of profile heights requiring the use of different Testex tape ranges and the variation between the different grades of Testex tape.
To calibrate the gauge for a 250-micron coating, 300-micron shims were used to create a rough surface calibration in order to get an accurate coating thickness reading of the full thickness of the coating above the tops of the peaks of the surface profile.
Figure 11 – Low Peak Count vs. High Peak Count:
In conclusion—assuming that the results of the test provide a consistent profile shape, cleanliness and peak count—there appears to be no statistical reason to insist on higher surface profiles for higher-film build coatings, say above 400 microns, which is the lower end of the DFT range for solvent-free UHB coatings used today. This may be counterintuitive to the traditional thinking in the industry; however, this does correlate with other research done in the field.
Remaining Questions
There are other factors that will affect coating adhesion, which we know of. These include cleanliness or class of blast, the peak count, the profile shape and whether there is a profile. But there is still much debate around how surface profile should be measured:
- Testex tape vs. stylus gauges
- The particular standards to which the stylus readings are used for
- Whether to use R-t (total peak to valley profile height)
- The variation in profile readings from different ranges of Testex tape (a widely used profile measuring method)
There is also a question about what is a suitable minimum profile. Further research needs to be done in this area. The range of profiles discussed in this paper are from 30 microns to 125 microns, or 1 mil through to about 5 mils. This is the level of surface profile generally seen if the steel surface is cleaned by traditional abrasive blast cleaning or shot blast using Wheelabrator-type cleaning machines.
We do not have data to suggest that a lower profile than 25 microns or a greater profile than 125 microns will affect coating adhesion. With the research that has been discussed and more recent tests completed showing correlated results, one would be comfortable with assuming that if the steel is clean and there is more than a 30-micron profile, the chances of a well-established coating performing well on an adhesion test is very high.