Coatings technology is evolving every day, with increasingly sophisticated solutions being developed to tackle some of the most serious concerns in the industry. One exciting transformation in a critical segment of coating applications is being driven by a new solution to rectify the problems currently experienced with epoxy phenolic coatings, which are used to provide heat resistance and prevent corrosion under insulation (CUI).
The new group of coatings, known as epoxy phenolic alkylated amine coatings, or alkylated amine epoxy coatings, displays several key advantages over incumbent epoxy phenolic coatings. These advantages are important to understand for applicators seeking heat resistance and CUI prevention in the most quality-forward, cost-effective way. (Related reading: A Two-Step Solution to the High Cost of Corrosion Under Insulation.)
An Overview of Epoxy Phenolic Coatings
An epoxy phenolic coating is the historical choice for preventing CUI and providing heat resistance. They typically are made with bisphenol A, bisphenol F, and novolac resins. They are known for the high amount of crosslinking they undergo during the curing stage. This crosslinking gives epoxy phenolic coatings excellent resistance to corrosion and heat.
Recent studies have shown that while epoxy phenolic coatings do provide good protection from CUI and a high degree of heat resistance, there are many production and quality-related benefits to using an alkylated amine epoxy coating. One key advantage is the production increase made possible by the faster curing properties of an alkylated amine epoxy coating. Not only does an alkylated amine epoxy coating become dry to the touch faster than a phenolic coating, but it also reaches a hard dry level sooner and has a shorter minimum time until overcoating is allowed. The differences between Table 1 and Table 2 highlight the time-saving advantages.
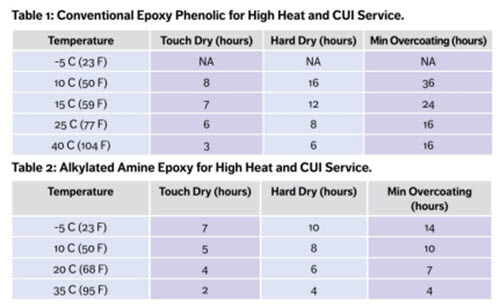
Tables 1 and 2. Comparison of conventional epoxy phenolic and alkylated amine epoxy coatings.
These time savings are crucial for improving the operation flow because it allows for faster movement of the products being coated from the shop to the field where they will be implemented, thus reducing bottlenecks at the final point of use. Getting them out of the shop quicker can also reduce bottlenecks in the production facility as well.
Another key advantage and noteworthy takeaway from the tables above is the allowable temperature range. Incumbent epoxy coatings are limited to a minimum application temperature of 10°C (50°F), whereas the alkylated amine coatings can be successfully applied at temperatures below freezing. Not only that, but in situations involving below-freezing temperatures where alkylated amine epoxy coatings coatings were applied still had faster curing times across the board than a phenolic epoxy coating applied at 15°C (59°F).
Improving Quality with Alkylated Amine Epoxy Coatings
Quality enhancements can also be realized when using an alkylated amine epoxy coating versus a phenolic epoxy coating. One notable quality improvement has to do with dry film thickness (DFT) and cracking. Whereas phenolic epoxy coatings have a narrow tolerance on their dry film thickness before cracking starts to occur, alkylated amine coatings are able to tolerate a wider range of thicknesses, which reduces the risk of cracking (Tables 3 and 4). This also reduces the amount of operator skill needed, potentially cutting down on training times and expenses.
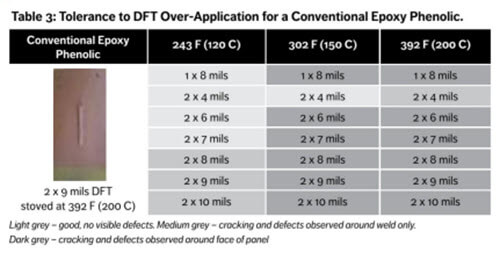
Table 3. Tolerance to DFT over-application for a conventional epoxy phenolic coating.
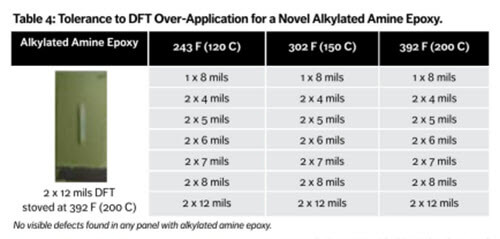
Table 4. Tolerance to DFT over-application for a novel alkylated amine epoxy coating.
Another quality improvement outside of resistance to cracking that alkylated amine epoxy coatings boast over phenolic epoxy coatings is superior performance at preventing CUI.
Case Histories Highlighting the Benefits of Amine-Cured Epoxy Coatings
One case history that highlights the benefits of using an alkylated amine epoxy coating involved an offshore structure manufacturer. By adopting an alkylated amine epoxy coating system, they were able to vastly reduce the complexity of the coating specifications they were following for both uninsulated and insulated carbon steel and stainless steel substrates.
The gains secured by the company included reduced temperature monitoring requirements that also led to reduced heating costs, reduced stock-keeping, and tracking of various coating base materials and curing agents. The use of an alkylated amine epoxy coating system also streamlined repair procedures when repairs were required.

Figure 1. Pipe spools coated with alkylated amine epoxy technology.

Figure 2. Pipe spools coated with alkylated amine epoxy technology.
Another real-world example highlighting the benefits of an alkylated amine epoxy coating can be found with a major downstream oil and gas operator. The company found that coatings that were designed for protecting a vessel operating at ambient temperatures started to fail after they experienced steam-out conditions. As a result, the site engineer was looking for a coating solution that not only performed very well at ambient temperatures, but could also withstand the much higher temperatures – up to nearly 204°C (400°F) – encountered during annual maintenance steam-out programs.
An alkylated amine epoxy was selected as it has both excellent ambient anti-corrosion performance and high temperature resistance. A two-coat scheme of 2 x 4mils DFT was applied to carbon steel prepared to an SSPC SP10 “Near White Blast Cleaning” standard using an airless spray pump during a maintenance shut-down. The ability to cure down to -5°C (23°)F also meant that the coating dried to a hard film, even when the temperature dropped significantly overnight. This ensured that the project schedule was not impacted. The alkylated amine epoxy’s ease of use and operational flexibility were seen as major advantages for this maintenance project.
 Source: AkzoNobel
Source: AkzoNobel
Conclusion
Alkylated amine coatings have the potential to revolutionize coating processes in applications involving high temperatures or the potential for corrosion under insulation. The benefits to productivity through reduced drying and curing times and greater tolerance for application temperatures, paired with quality improvements such as their excellent resistance to cracking, make alkylated amine coatings well-suited to increase output and reduce the costs of poor quality attributable to current coating processes.
***
Note: This article has been adapted from one originally published in the Journal of Protective Coatings & Linings, and is reprinted by permission of the authors Dr. Mike O'Donoghue and Vijay Datta.